Featured project / custom heavy fabrication
Six 5,000 lb doors that sealed the first time
Shop · Custom Fabrication
- 01The challenge
A machine shop had taken on six 5,000 lb-plus door and frame combinations for their own customer, and the build wasn't coming together. The doors weren't simple slabs: each carried internal heater channels that had to be water-tight, and the whole set had to seal perfectly the moment it was installed.
- 02Our approach
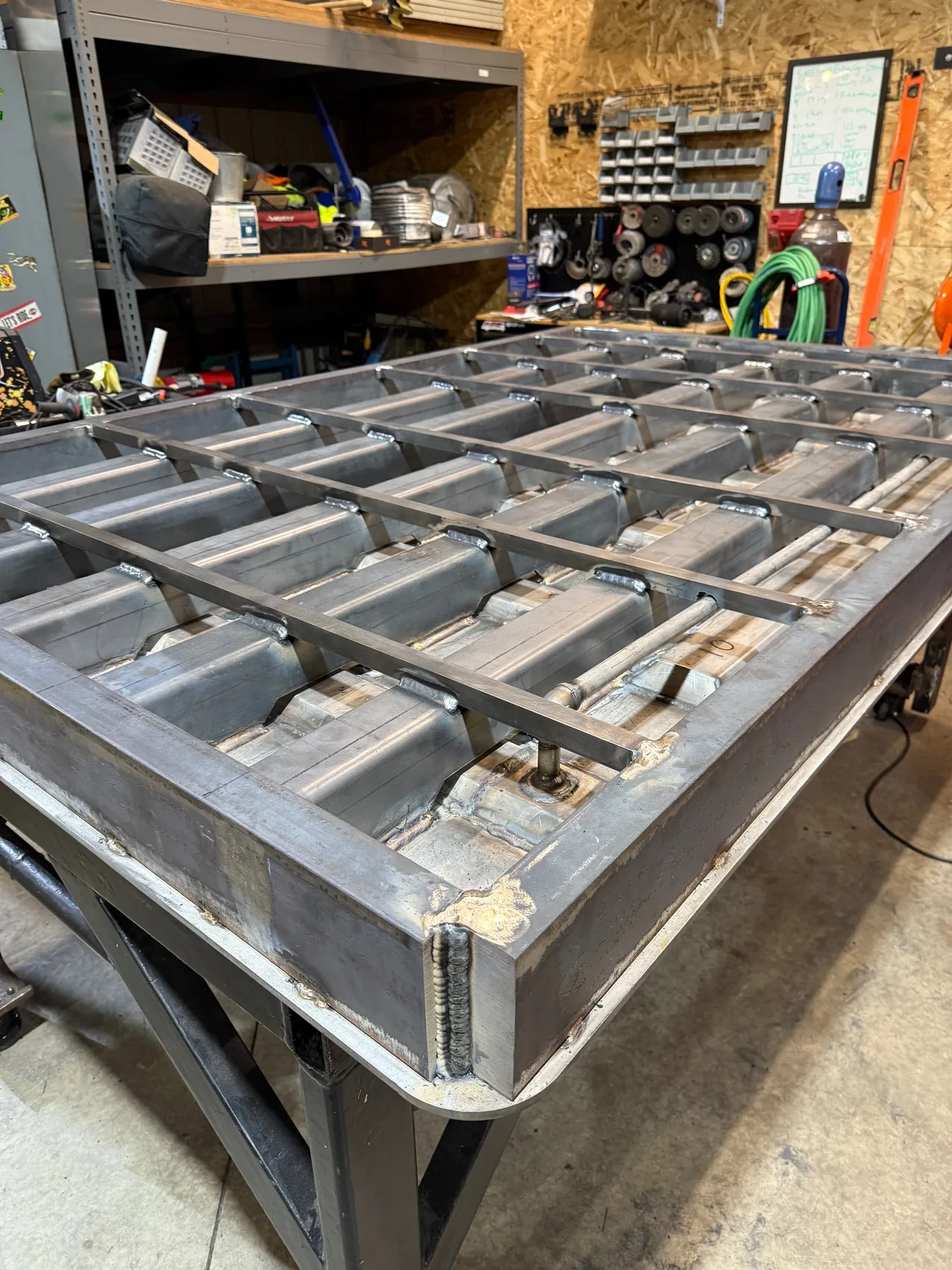
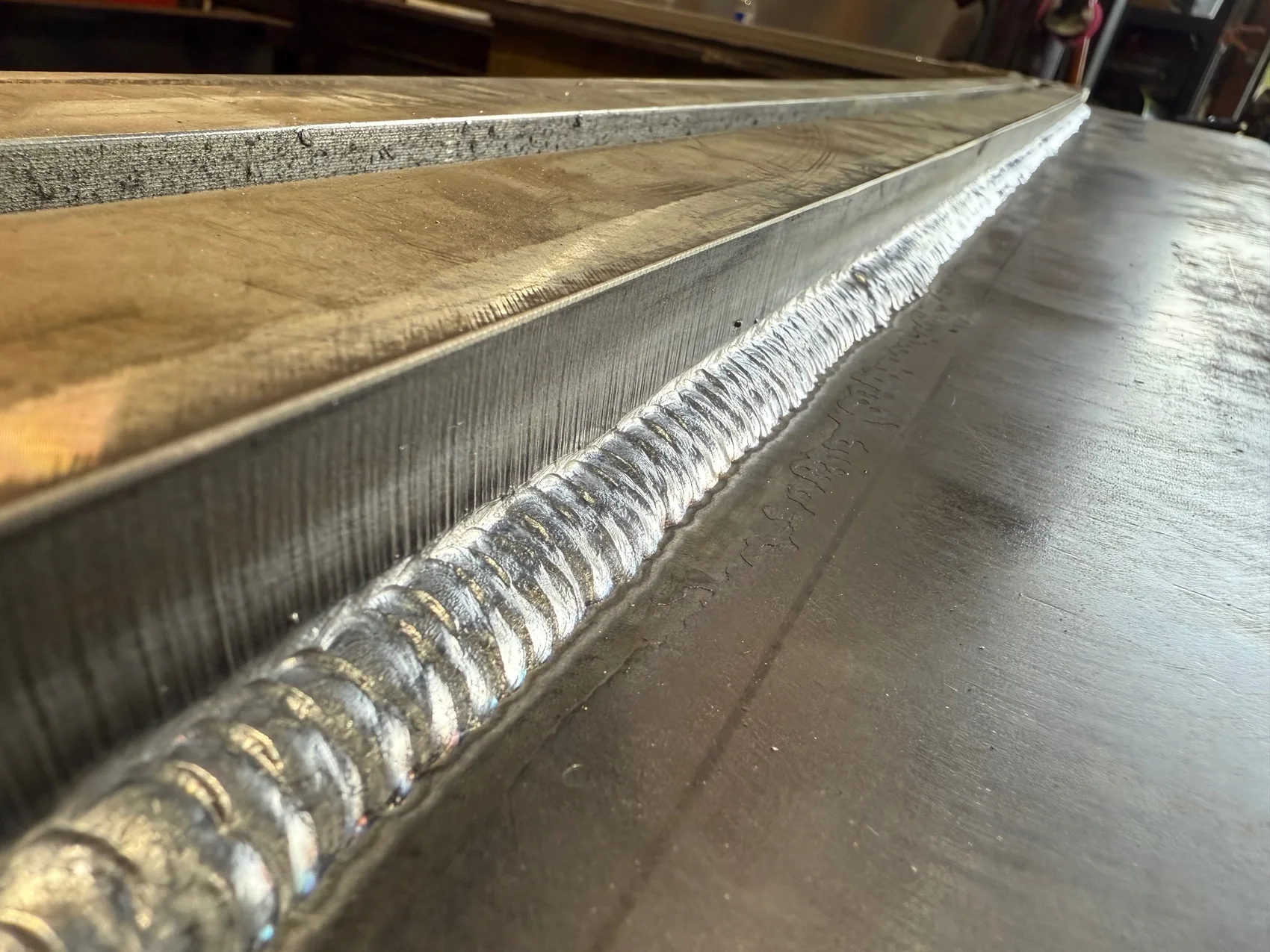
Sons of Thunder stepped in as the machine shop's fabrication partner and built all six door and frame combinations from the inside out. Each door's internal grid framework was fitted, clamped, and welded to form the heater channels, then leak- and pressure-tested before the skin ever went on. Heavy weldments were rigged and worked on the shop gantry with chain hoists, and every seam was run continuous and fully fused so the channels held under pressure.
- 03The result
Every one of the six doors passed leak and pressure spec, and every door sealed on install without being taken back down to re-weld. The end client told the machine shop it was the first time they had ever sealed a set of doors without having to pull them and re-work the welds.
“They didn't call us back because our welds were clean. They called us back because we protected their relationship with their customer.”
— Sons of Thunder Welding
From the job
The work, up close