Plant Services / Emergency Engineered Repair
Three welders said no. We put a 4-ton rotator back in service in two weeks.
Shop · Plant Services
- 01The challenge
A Rotator 66 cradle, a 4-ton machine turning at 120 RPM, was cracking clean through structural members 2 to 3 inches thick. With that much mass spinning, a failure isn't downtime, it's a safety event. Three other welders had already looked at it and declined the job.
- 02Our approach
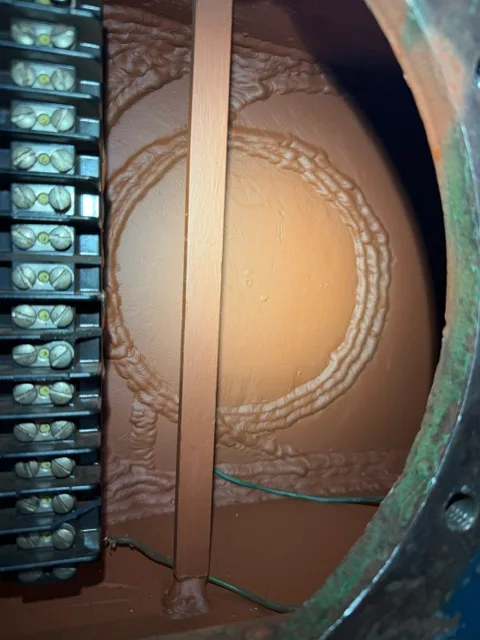
We didn't just chase the cracks. We assessed the failure for criticality, brought in engineering to plan the repair around the loads the cradle actually sees in operation, and put our top welder on it. The bore inside the housing was welded up and rebuilt, the cracked members were repaired with heavy multi-pass structural welds, and the whole assembly was primed and returned ready for service.
- 03The result
The cradle was back in service inside a two-week emergency window, engineered for the real operating loads rather than just patched. The customer was impressed enough that, by referral, the job converted into an ongoing recurring service account.
“Three other welders turned this job down. We assessed it, engineered it around the real loads, and had it spinning again in two weeks.”
— Sons of Thunder Welding
From the job
The work, up close